
无铅波峰焊温度需要根据具体的焊接工艺和元器件材料来进行调整,一般需要在255-265℃之间。具体而言,无铅波峰焊的温度设置需要遵循以下原则:

无铅波峰焊
1、焊接温度要适中:无铅波峰焊温度应设置为255-265℃,过高的温度会导致元器件损坏,过低的温度则会影响焊接质量。
2、焊接时间要短:无铅波峰焊焊接时间一般在1-2秒之间,过长的焊接时间会对元器件造成损坏。
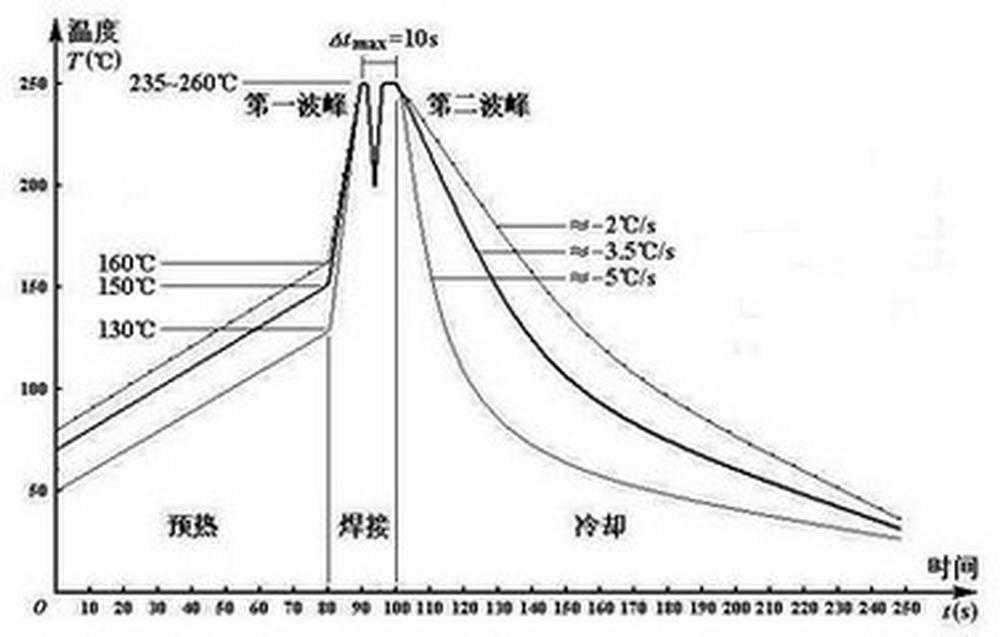
无铅波峰焊温度曲线
3、焊接压力要适宜:无铅波峰焊焊接压力一般在0.2-0.4牛顿之间,过大的压力会导致元器件变形或断裂,过小的压力则会影响焊接质量。
4、焊接环境要干燥:无铅波峰焊焊接环境要求干燥,以防止水汽对元器件的损坏。

无铅波峰焊生产线
无铅波峰焊温度参考值
无铅波峰焊温度设定:
1.顶峰温度范围是255℃~265℃
2.预热温度是90℃~120℃
3.预热时间是80sec~150sec
4.升温斜率是1~3℃/sec
5.吃锡时间扰流波+平波=3sec~5sec
6.降温斜率以各家冷却系统而定,一般在5-12℃/sec均可允收。
总的来说,无铅波峰焊温度的设置需要根据具体的焊接工艺和元器件材料来进行合理的调整,以保证焊接质量和效率。同时,需要注意避免元器件受到损坏,并保证焊接环境的干燥。
The End
[免责声明]本文来源于网络,不代表本站立场,如转载内容涉及版权等问题,请联系我们会予以删除相关文章,保证您的权利。转载请注明出处






