

编辑|面包飞满天
«——【·前言·】——»
在重介质旋流器外施加垂直定向磁场,可以通过影响旋流器内部硅铁分布来控制旋流器内的密度差,在一个定义明确的重介质系统上进行了试验,使用配备有电磁磁铁的中试工厂旋风分离器。
目的是确定主要由石英岩材料组成的样品对密集介质旋风下流的屈服,作为电磁磁铁磁场强度的函数,以及作为电磁线圈位置的函数。
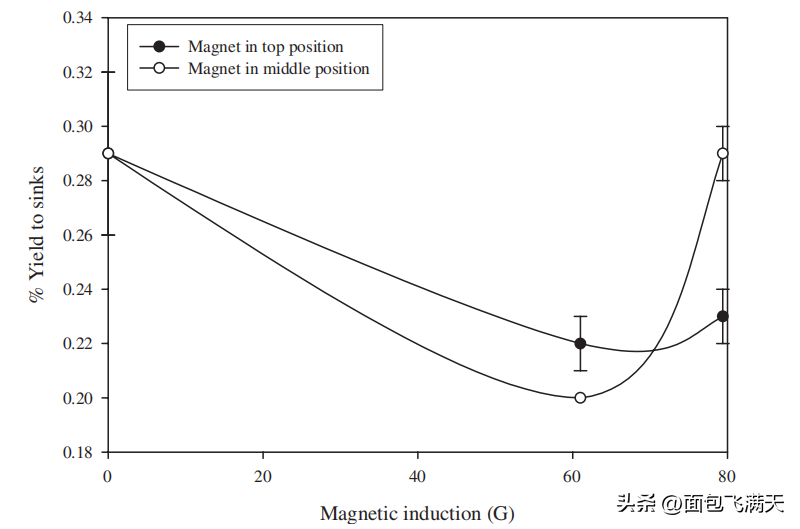
结果表明,特定的磁场强度和电磁阀位置会降低精矿收率,精矿产量的降低是有利的,因为它减少了下游加工的物料质量。发现屈服降低是外加磁场强度的函数。
还发现在超过一定的磁场强度时,旋风器内部的硅铁流动模式可能会发生破坏,从而导致旋风器的运行受损。
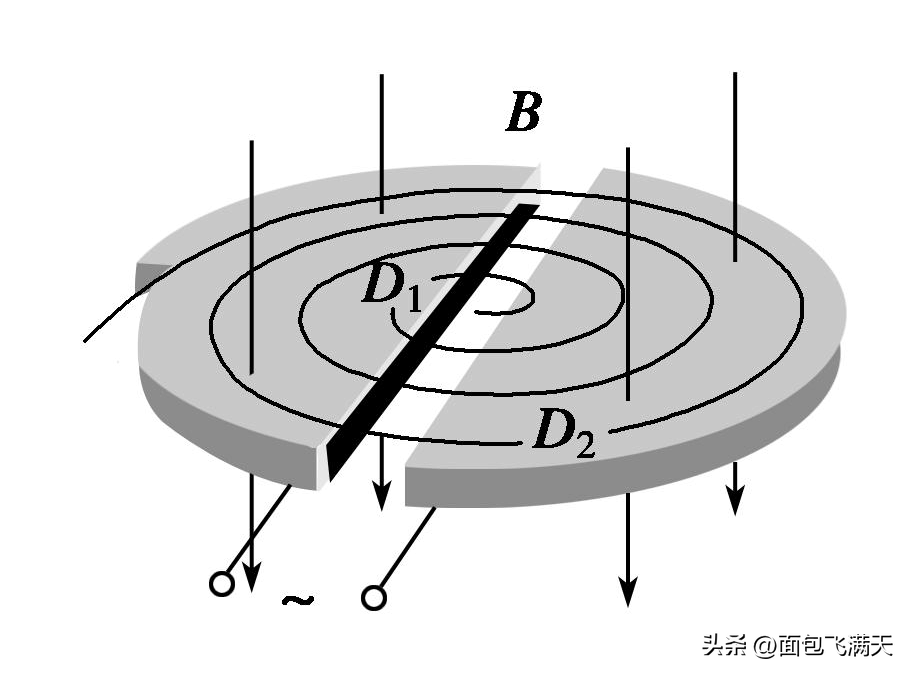
斯沃博达等人已经证明,通过施加垂直方向的磁场,可以控制旋风分离器内的密度差,这是通过控制旋流器内硅铁的分布来实现的,额外的外部磁力补充了引起分类和分离的重力和离心力。

斯沃博达等人以前在一个试点工厂旋风机上进行了多次试验,目的是建立电磁阀位置、磁场强度、密度差和切点密度,迈伯勒随后在生产规模上进行的试验工作表明,通过施加合适的磁场,可以降低精矿的收率。

由于给生产厂的矿石性质多变,这一观察结果当时无法得到证实,进行了额外的中试规模试验工作,试图在定义明确的致密介质系统中确认磁场对DMS精矿产量的影响。这项测试工作的目的是确定进入水槽的屈服分数作为磁场强度和螺线管位置的函数。
«——【·实验的程序·】——»
从纳马夸兰矿山的钻石勘探厂获得了一个1.4mm的矿石样品,样品中主要矿石类型为石英岩,样品由大约1吨DMS尾矿和20公斤脱金刚石DMS精矿组成,以该样品为基础,制备了含0.2%DMS精矿质量的试验样品,以模拟纳马夸兰矿山典型DMS进料条件。
用于测试工作的样品在洗涤前通过SWECO筛管,样品为20kg的-4或2mm的材料被用作起始材料。随着时间的推移,样品显示出一些退化,在前六次砾石试验后对材料进行筛选,然后在每三次砾石试验后进行筛选。有可能样品中除了已降解的石英岩外还含有其他物质。
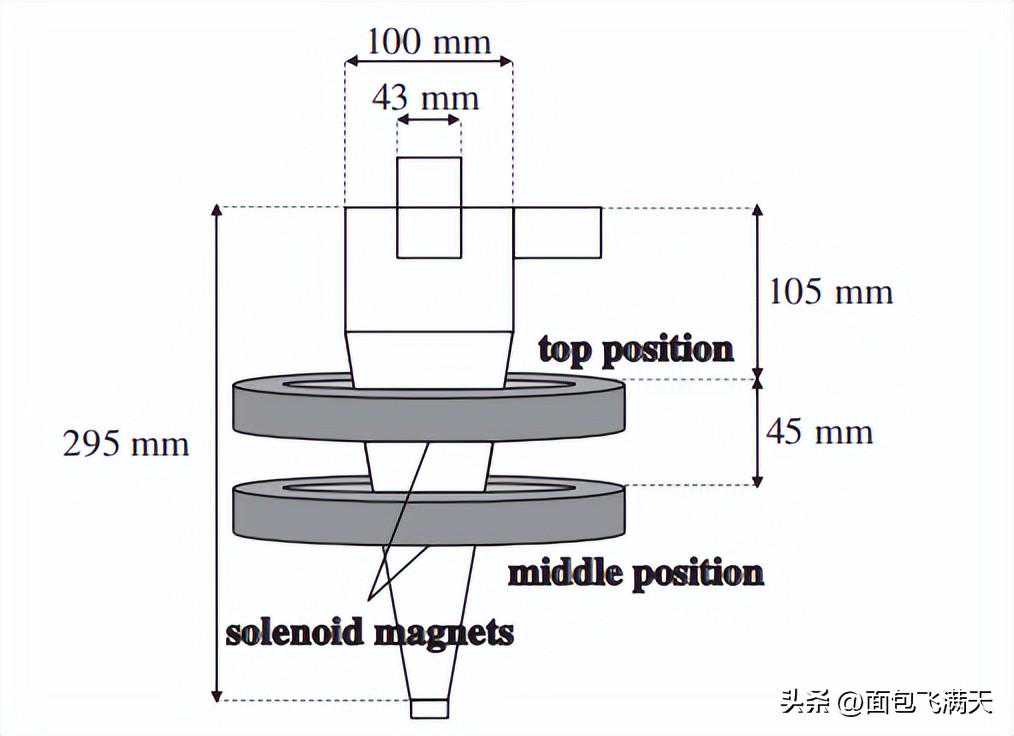
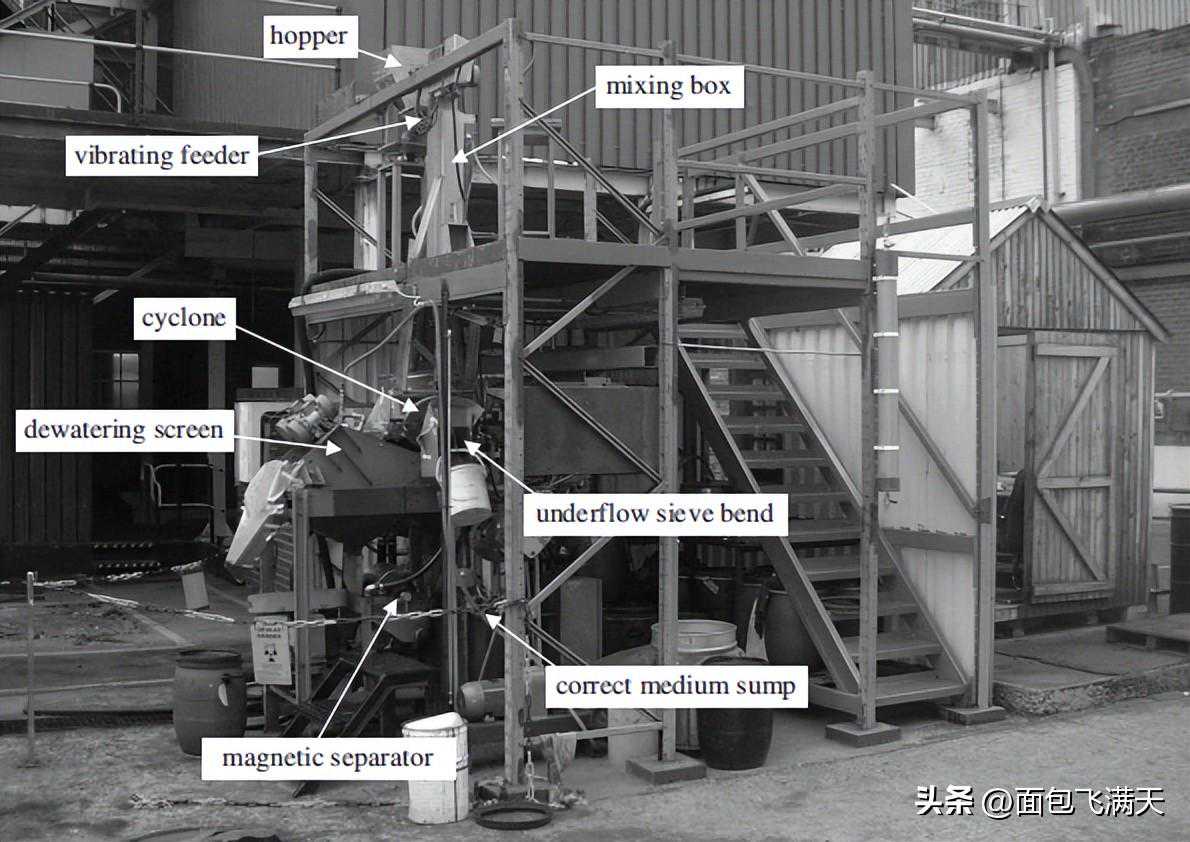
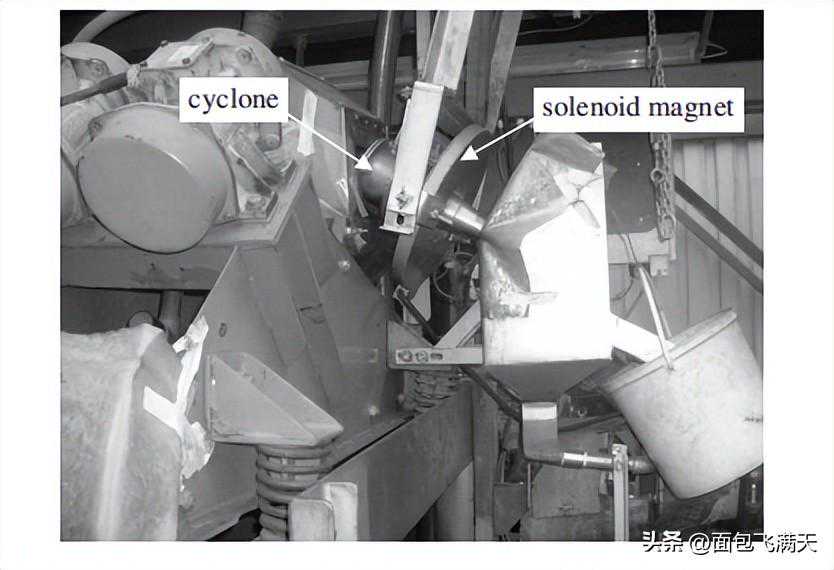
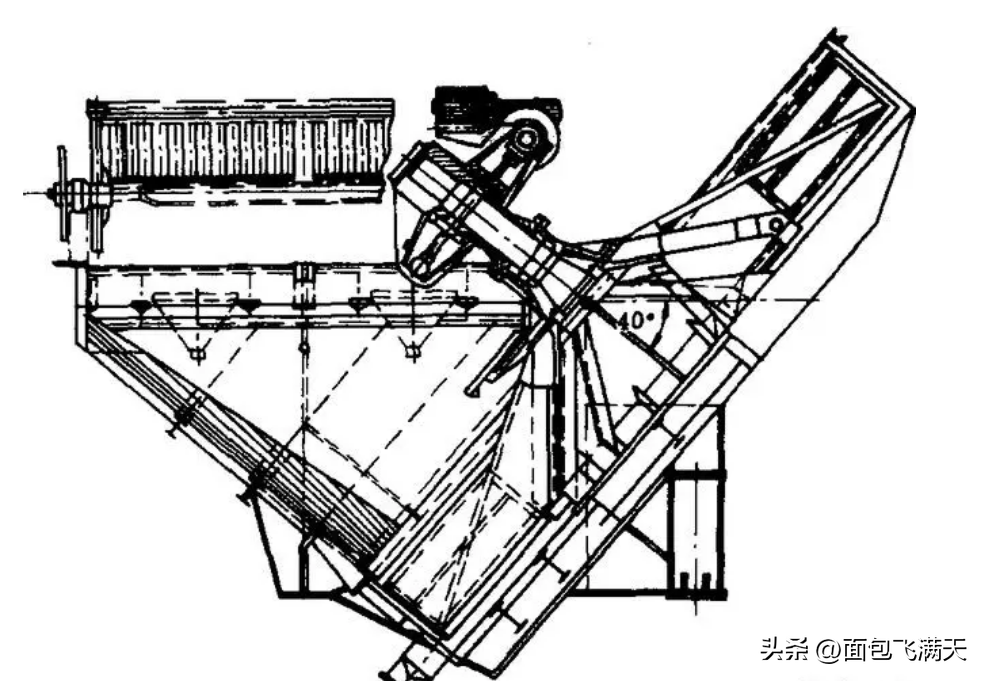
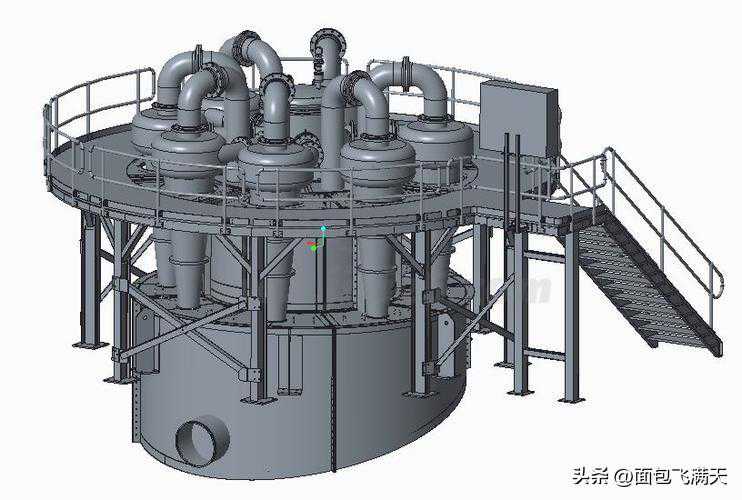
测试工作是在一个配备了100毫米旋风的全仪器化DMS中试工厂进行的。
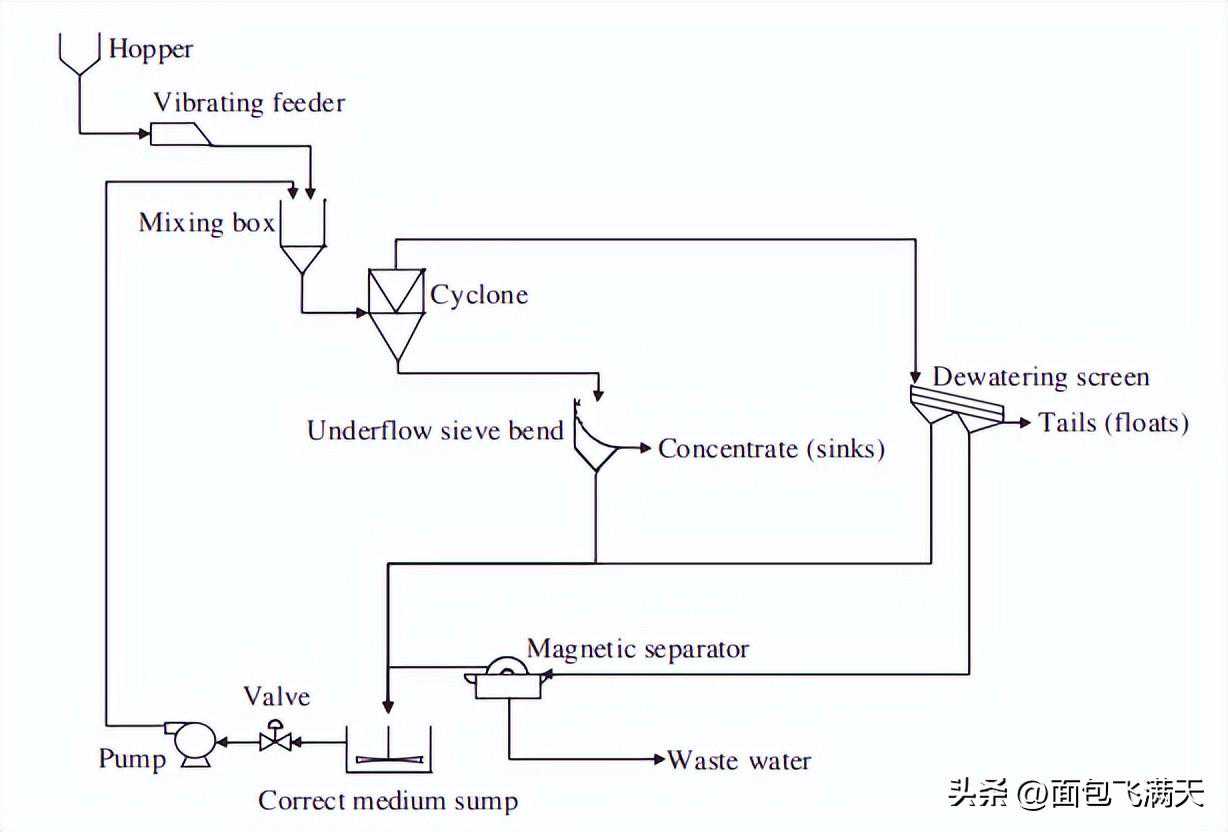
已知质量的物料通过振动给料机从料斗中送入混合箱,在混合箱中与致密介质混合,在正确的介质槽和混合箱之间的介质进料管道上安装了退磁线圈。
致密介质由研磨过的270D硅铁和水组成,它们被按一定比例添加到正确的介质池中,以达到所需的进料密度。
旋流器采用重力进料,自动混合箱液位控制确保了旋流器入口压力恒定,物料根据切割点和分离效率在旋流器中进行密度分离,这取决于介质密度、介质流变性、旋流器进口压力、旋流器几何形状和矿石特征。
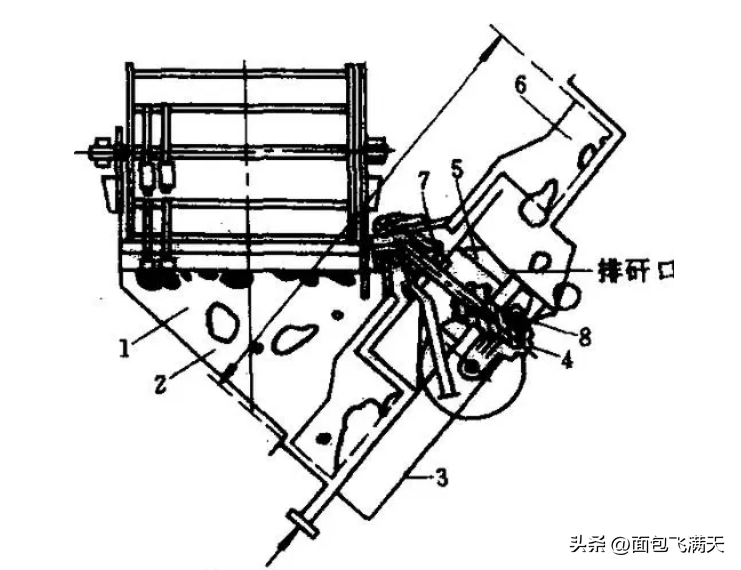
密集的物质,或浓缩物,报告给旋风下流,旋风底流报告到筛网弯曲处,从那里介质从矿石中排出并返回到正确的介质池,底流矿石被收集、洗涤和称重,以确定进入水槽的物料产量。旋风溢出报告到排水和冲洗屏幕。介质从筛管第一段的矿石中排出,并返回到正确的介质池。
在筛网的第二段,将任何剩余的介质从矿石中冲洗出来,稀释后的介质报告给磁鼓分离器进行致密化,溢流矿被收集在尾矿库中,通过与原物料质量和底流质量的差值计算浮体的物料质量。
中试DMS装置有在线核密度计,用于测量进料、底流和溢流介质的密度,该设备允许进行优雅和简单的密度测量,密度测量与泵转速、介质温度和其他变量一起在线记录,这允许在测试运行期间和测试工作完成后验证所有相关变量。如果结果中出现任何异常情况,该工厂使用SCADA系统进行控制。
«——【·螺线管磁体·】——»
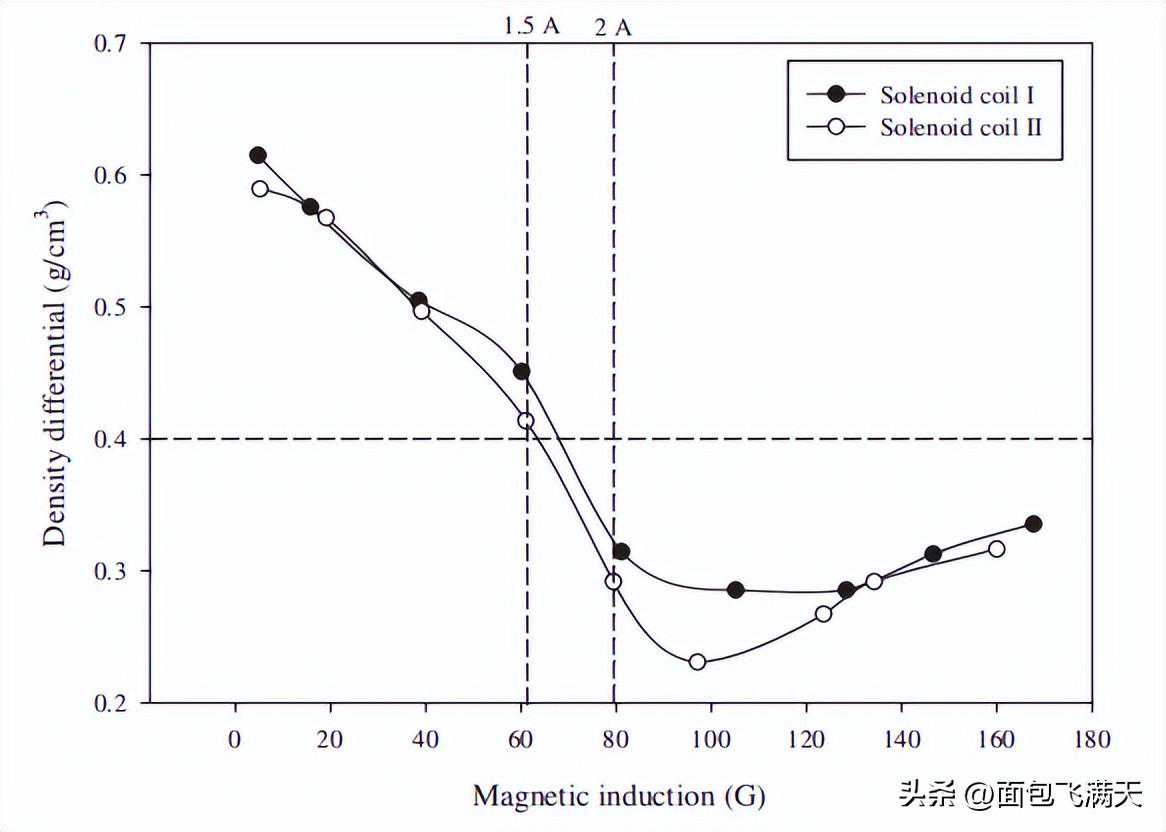
螺线管线圈I的最小密度差发生在磁感应强度约为110至128G时,而螺线管线圈II的最小密度差发生在97G左右。
当线圈I和线圈II的磁感应强度分别增加到128G和97G以上时,密度差开始增大的原因正如斯沃博达等人所描述的那样,这种行为是硅铁颗粒的磁絮凝的开始,它扭曲了旋风器内的流动模式。

在初步测试的基础上,后续的示踪剂和砾石测试均采用了coilII。磁感应强度为61G和79.4G,选择79.4G而不是97G,尽管在较高磁场强度设置下获得了最小的密度差,之所以选择较低的值,是因为在一次初步运行期间,观察到旋风下流管在较高的设置下堵塞。
当观察到下流管堵塞时,可能是在系统中加入了新的硅铁,或者磁铁使用时间过长,导致硅铁被轻微磁化,这种现象对于这种特殊的设置来说可能是重要的,因为中试DMS电路相当小,如果磁铁长时间开着,退磁线圈可能不能很好地退磁硅铁。在较大的DMS电路中,不太可能遇到这样的现象。

如果磁铁长时间不动,就会观察到密度稳定性的波动,为了尽量减少发生这种情况的可能性,磁铁在运行之间被关闭,为了避免在实验测试工作中出现堵塞的可能性,选择了稍低的现场设置。

理想情况下,进行试验的磁感应强度的选择应使密度差小于0.4g/cm3,斯科特建议密度差小于0.4g/cm3,以限制由于旋风分离器内过度的颗粒再循环而造成的效率损失,使用模拟电源来设置线圈的电流,可以在模拟电流表盘上设置的下一个最精确的设置是1.5A。

«——【·测试方法·】——»
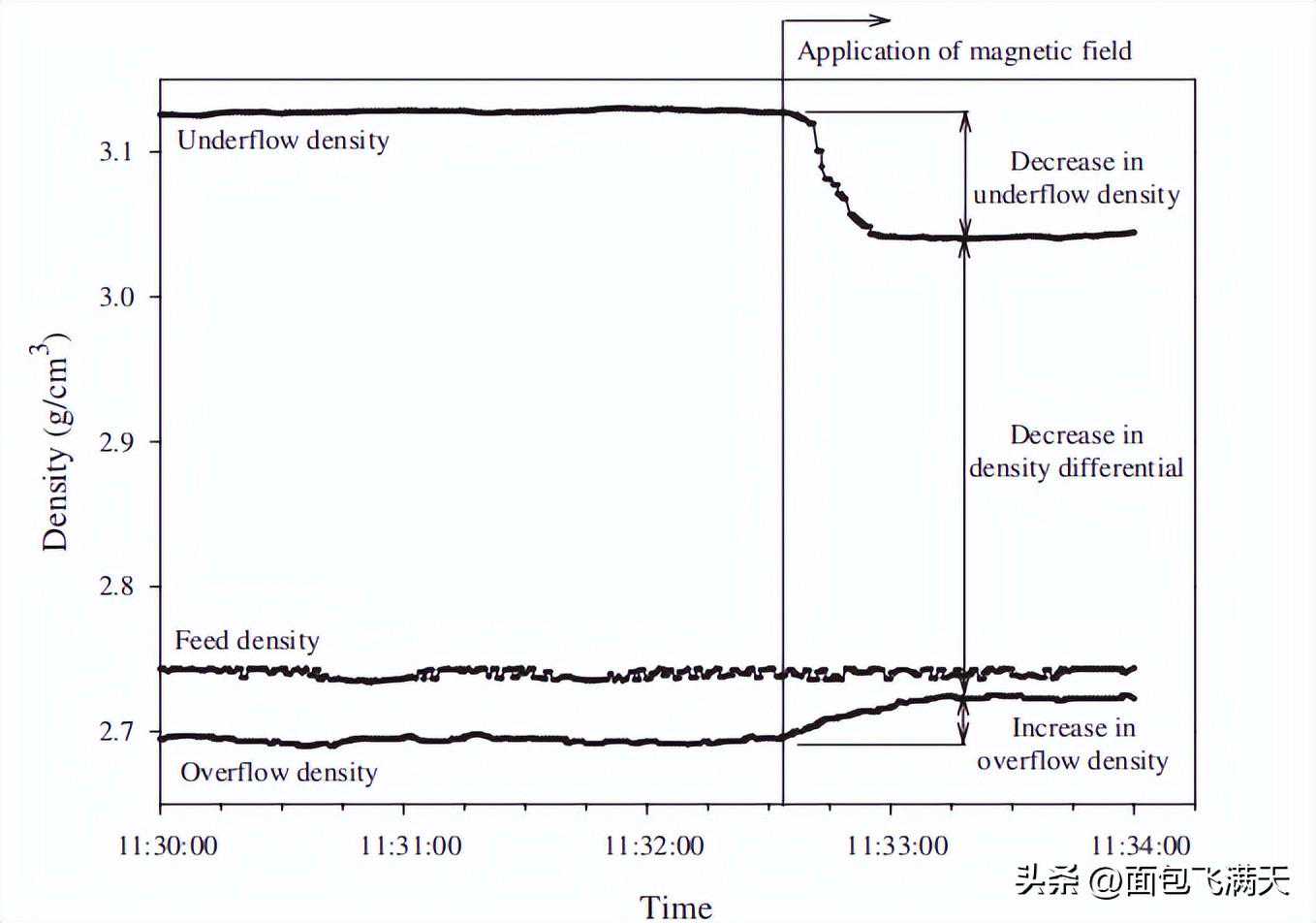
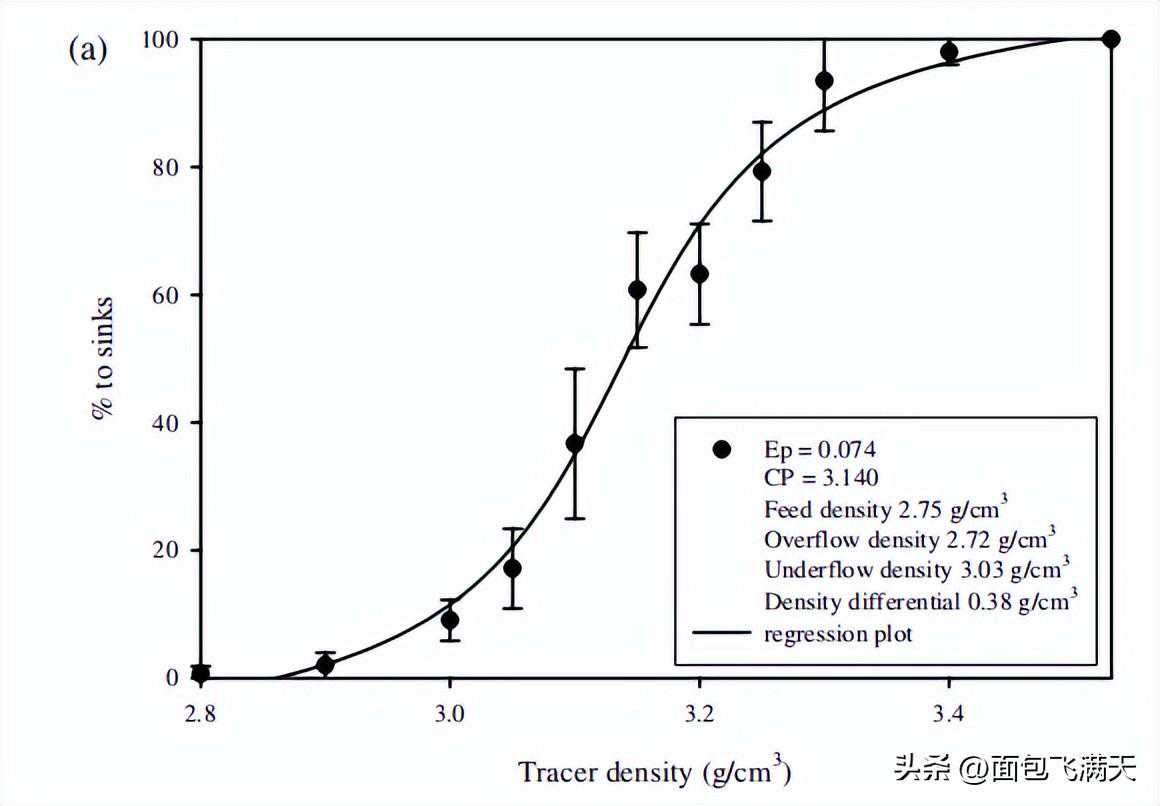
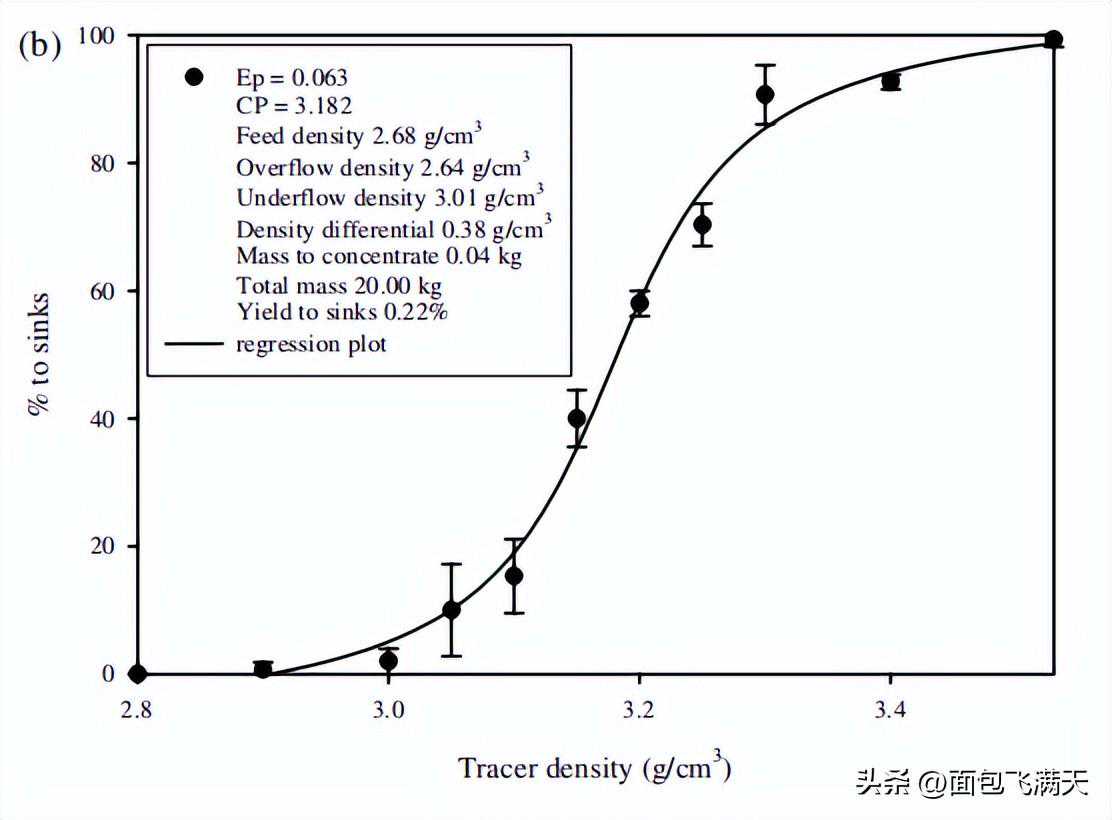
在旋流器上施加磁场后,底流密度和切割点减小,与以往的磁旋流器试验结果一致,为每个磁铁设置调整入口密度,以保持切割点在3.10和3.20g/cm3之间,使用颜色编码密度示踪剂,密度范围为2.8至3.5g/cm3。
示踪剂在切点附近3.0~3.25g/cm3区域的密度区间为0.05g/cm3,其余示踪剂的密度区间为0.1g/cm3,每次示踪剂试验均使用每种密度的52mm示踪剂。在两个螺线管位置和两种不同的磁场强度下进行了测试,并将结果与没有施加磁场的运行结果进行了比较,试验用硅铁介质进行,也用硅铁和砾石进行。每次运行重复三次。
在整个测试过程中记录了旋风进料、底流和溢流密度,对于砾石道,还记录了底流和溢流质量。
砾石以大约1公斤/分钟的速度进料,每次运行结束后,对DMS精矿和尾矿进行称重,计算产率,对报告给精矿的示踪剂进行了分类和计数,并记录了示踪剂在精矿和尾矿中的分布情况。

«——【·结果与讨论·】——»
两个线圈的密度差与磁感应强度的关系,明显的磁絮凝只发生在大约100g以上,取决于硅铁的进料密度,或硅铁的状态和磁铁接通的时间,在较低的场强值下也可能发生磁絮凝。
物料的主要分类或分离发生在旋风中的一个区域,称为“周转区”,该区域位于旋风锥下约2/3处,所有的物料,包括溢流物料,在向上移动到涡流探测器或阀口出口处之前,都移动到这个区域。在100毫米气旋的情况下,该区域将位于锥下约151毫米处。



在试验工作中观察到,一旦大部分材料被送入旋风,一小部分中矿继续离开旋风,这个中等质量,虽然很小,但如果它向汇报告,可能贡献高达50%的汇质量。石英岩密度约为2.65g/cm3。在没有施加磁场的情况下,硅铁进料密度低于平均材料密度,并且中矿可能在旋风分离器中滞留较长时间。
随着现场的应用,进料密度提高以确保切割点保持不变,增加的密度高于材料的平均密度,对于这种材料,进料密度的变化可以帮助中料立即向浮子报告,随着该领域的应用,由于在物质质量方面有更多的选择性分离,因此产量会降低。原本向下沉区报告的中层现在向浮筒报告。
«——【·笔者结论·】——»
该试验工作证实,通过对DMS旋风施加磁场,可以改变密度差,对于特定的磁场强度选择,它给出了一个合适的密度差,并与合适的线圈定位,精矿产量降低。从试验中可以看出,位于旋流器中部的线圈对浓缩产量的降低最大,必须保持适当的磁感应强度,以确保硅铁的流动模式不被破坏。
«——【·参考文献·】——»
【1】斯沃博达,《磁性旋风分离器及其操作方法》,南非专利号,1996年。
【2】坎贝尔,斯沃博达,《磁旋流器在重介质分离中应用的实验研究》,物理学报1998年。
【3】迈伯勒,《磁重介质旋流器在生产环境中应用的实验研究》,南非波切夫斯特罗姆大学,2001年。
【4】斯科特,《稠密介质气旋建模方法》,新加坡物理学报,1986年。
[免责声明]本文来源于网络,不代表本站立场,如转载内容涉及版权等问题,请联系我们会予以删除相关文章,保证您的权利。转载请注明出处






