
这是指在要连接的零件表面外部施加热量。热源可以是热板、热气或红外加热器。当表面被熔化后,热源被移除,然后将两个熔化的界面压合在一起。除非要焊接的零件具有足够薄的材料,使热量能够快速从加热表面(如薄膜)传递到接头界面,否则这两个零件必须分别加热,然后在预设的压力下将它们放在一起-也就是说,整个过程中将需要包括一个切换时间。
5.1热板焊接热板焊接采用接触式加热过程(见图10.7)。热量通过热板传导到零件上。热板焊接在医疗器械行业中并不常用,因为它更适用于大型零件并且需要较长的加工时间。然而,它提供简单的过程控制和非常一致的结果。零件的尺寸可以与热板一样大,它可以是不规则形状,只要热板上的温度是均匀的。需要对加热温度和加热时间进行良好的控制,以确保接头界面的熔化均匀。使用热板工艺可以焊接不同但相容的热塑性材料。需要两个具有不同温度设置的热板来补偿相容塑料的不同熔融温度。热板焊接常用的接头设计是对接接头。此外,在热板焊接过程中,熔融材料会在焊接过程中被挤出形成焊缝。
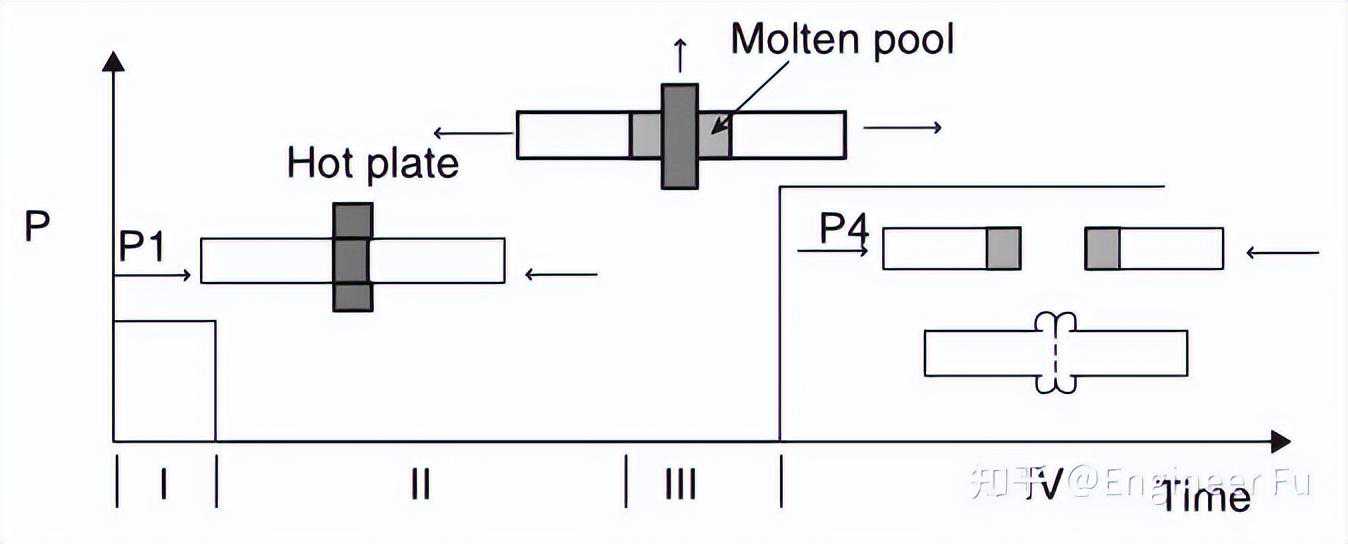
图10.7热板焊接(P为压力,P1为热压力,P4为焊接压力)。I,加热时施加压力;II,加热时不施加压力;III,切换;IV,焊接/锻造。
5.2热封焊接(脉冲封口机)加热条或脉冲热封机常用于密封热塑性薄膜和层压材料。该过程与热板焊接过程非常相似。加热能量由两个加热条(保持在加热温度)或两个电阻性薄金属条(只有在电流通过条带时加热)提供。在加热元件和要焊接的薄膜之间通常使用聚四氟乙烯(PTFE)或卡普顿薄膜作为不粘层。在焊接过程中,施加压力使薄膜夹在加热元件之间。在某些情况下,如果薄膜足够薄,使热能够快速传导通过薄膜,单面加热元件就足够了。对于加热条密封工艺,有时可以使用与加热条形状类似的冷却工具,在加热过程后立即冷却接头界面,以帮助重新固化接头区域并防止接头重新打开。关键的焊接参数是加热条温度、焊接时间和焊接压力。这种焊接技术的主要应用是密封包装材料,如泡罩和托盘。热封焊接过程也可以用于将小膜层密封到塑料基材上。
脉冲焊接是通过电流在高阻电线中产生热量的过程(见图10.8)。该电线通常是镍铬包覆在不粘涂层中。电流会使电线迅速加热,然后传递给材料。传统的脉冲焊接过程对加热和冷却周期的控制有限。这导致机器周期中持续的热量积累,对后续焊接的重复性产生负面影响。
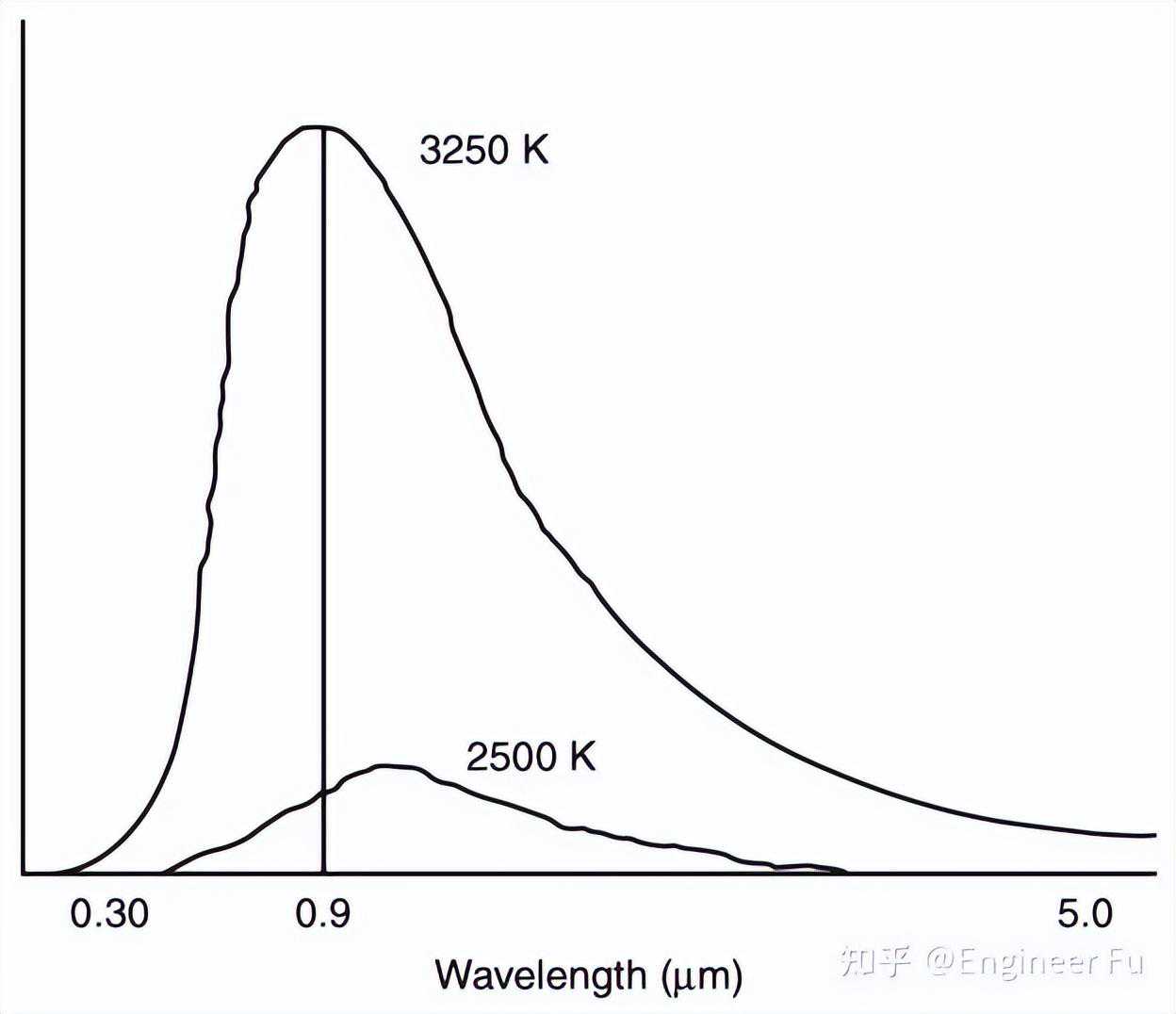
图10.8脉冲热封装过程。
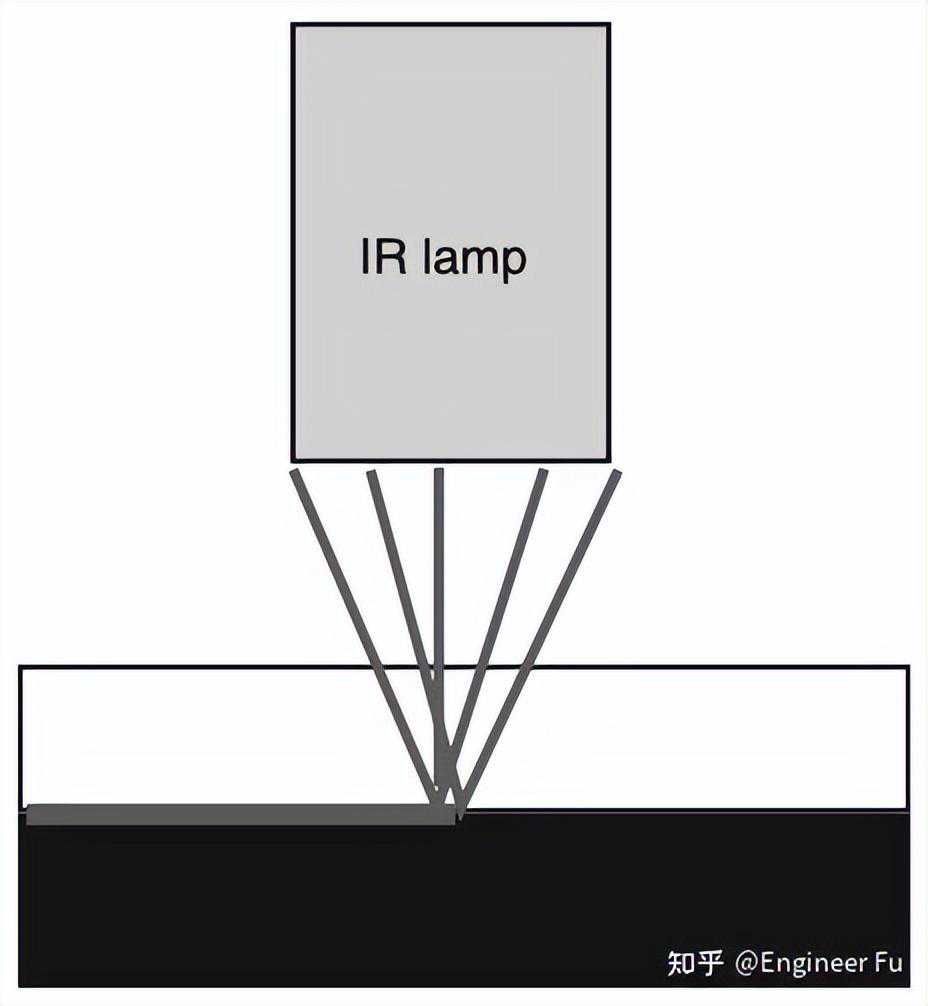
5.3红外线焊接红外线焊接采用非接触式加热过程(见图10.9)。加热是通过红外灯的热辐射进行的。辐射波长取决于加热元件的温度,遵循威恩定律(见下面的方程式)。图10.10显示了一个典型的石英卤钨红外灯在不同温度下的波长分布。在峰值温度下,相应的波长约为0.9微米。图10.11显示了典型自然色塑料材料在近红外波长范围内的相对低吸收率。这个波长范围适用于透射焊接应用。
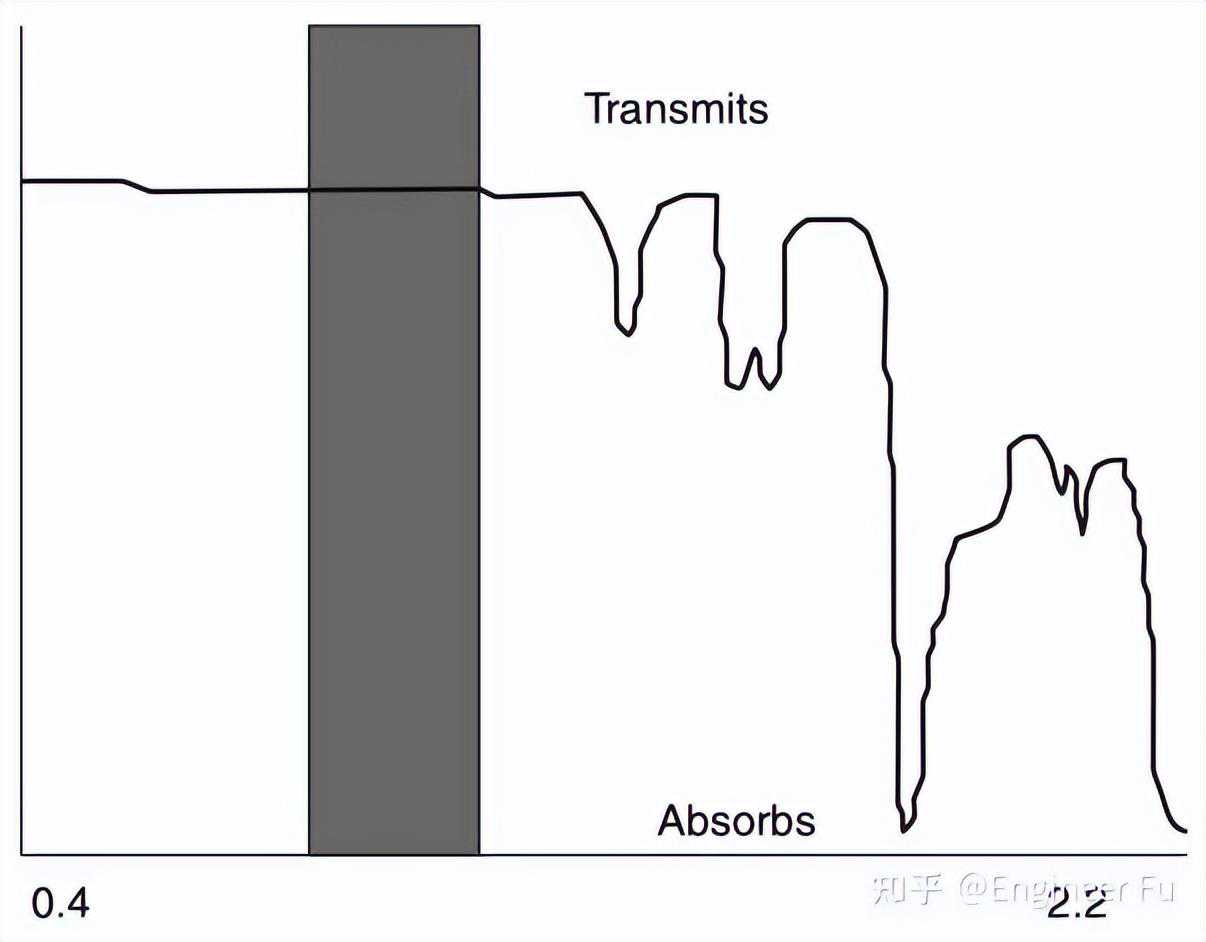
图10.9非接触式红外线焊接。

图10.10石英卤素红外灯的典型波长分布。
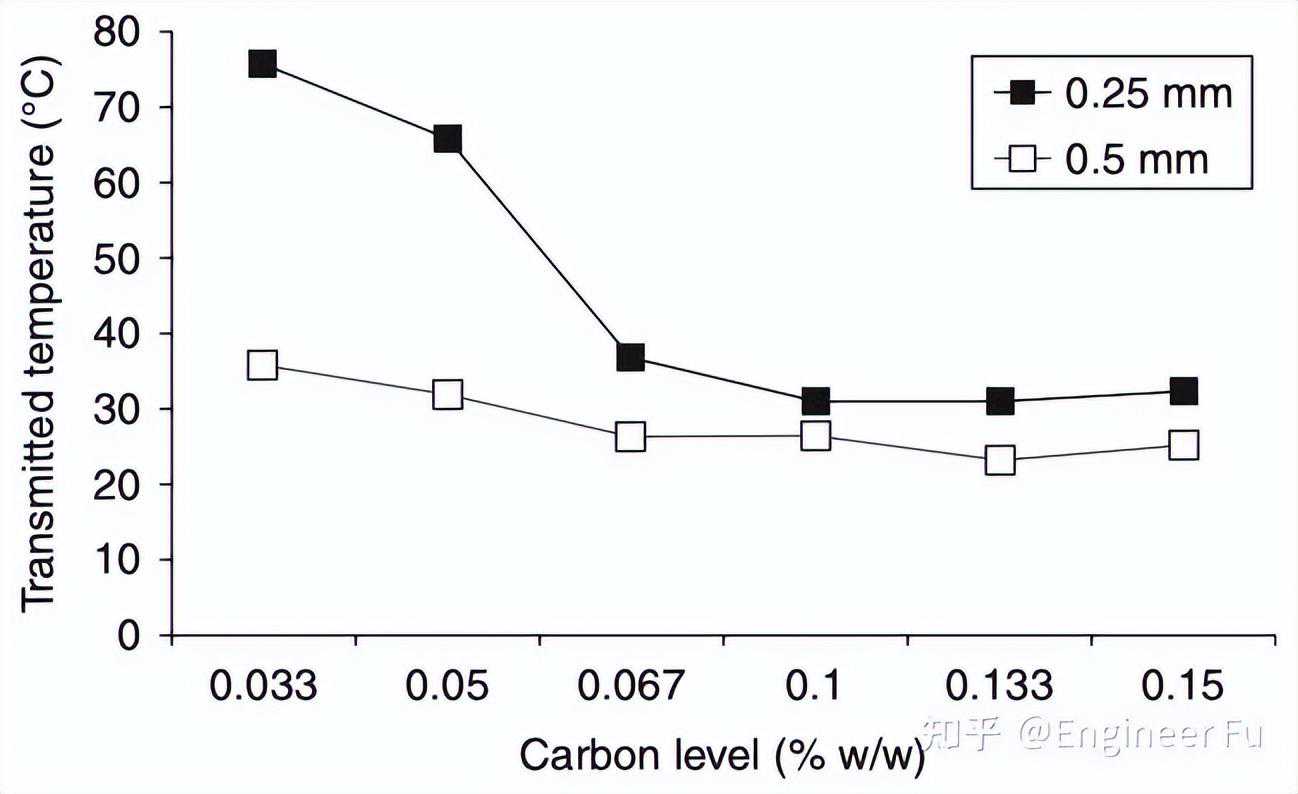
图10.11红外灯近红外波长透射典型的透明(或自然色)聚合物。
威恩定律:
对于直接加热的对接焊接操作(非接触,外部加热),红外过程与热板焊接非常相似。加热时间和加热距离是控制热输入量的变量。直接红外加热相对于热板焊接的一个主要优点是,在加热周期期间只需打开热源,不需要预热。然而,这种操作方式对于较暗的塑料零件效果更好,因为透明或浅色零件在高强度的石英卤钨红外灯下的能量吸收要少得多,结果是加热效率非常低。一些其他较低强度的辐射加热器比石英卤钨灯具有更高的加热效率,即使使用自然色塑料零件,也因为它们具有较长的波长和更高的能量吸收。
图10.12不同炭黑含量的聚乙烯的红外加热吸收效率(通过温度测量)。
图10.13塑料的透射红外焊接。
由于其限制性和适用性,红外焊接尚未得到广泛应用。然而,由于其辐射加热的独特特性,它具有巨大的潜力。许多研究已经开展,旨在如何有效地结合、增强和传输红外能量到焊接接头区域。对于利用光导管(石英棒)、基于单一和修改的多重可聚焦红外点光源的光纤束的不同方法进行了评估。图III展示了使用这些技术进行焊接的一些示例。在我看来,透射红外焊接的应用还不广泛,因为商业上并不容易获得。目前大多数商业化的红外焊接机器是为了取代传统的热板焊接机器而设计的。需要进行更多的开发工作,以进一步推动透射红外焊接在特定商业应用中的发展。
图III透射红外焊接:(a)丙烯酸与接口处不同颜色的条带;(b)穿过半英寸的透明块;(c)使用光导管原理。
5.4激光焊接激光焊接的热密度比红外焊接高得多。与红外线不同,激光具有单一波长的辐射。Nd-YAG、CO2和二极管激光器是最常用于连接热塑性材料的激光器。激光的一个独特特点是高能量浓度和加热区域的精确性。激光的波长决定了激光与塑料材料之间的相互作用。大多数热塑性材料在CO2激光的波长下被认为是不透明的。另一方面,YAG和二极管激光器具有更短的波长,可以穿透一些透明和自然色的塑料,并且吸收很小。类似于红外工艺,不同的材料和色素可能会影响激光辐射的吸收效率。这些效果可以用于选择性加热(透射焊接或植入激光焊接)的YAG和二极管激光器。例如,如果您有一个需要从外部加热透明管道的应用,CO2激光器将比YAG或二极管激光器更合适。然而,如果您有一个透明管道与内部的深色管道重叠的应用,那么YAG和二极管激光器可以用于在这两个管道的界面处创建结合。YAG和二极管激光器也适用于光纤传输光束传递,这使得激光焊接过程更简单和灵活。图10.14显示了不同的激光焊接工艺配置。激光焊接并不是最常用的焊接工艺,因为其设备投资和维护成本较高。然而,随着激光技术的进步,激光系统的价格下降以及其独特的加热特性,预计将在未来看到越来越多的激光焊接应用。
图10.14不同的激光焊接工艺配置(其中V表示速度,P表示施加的压力)。
5.5热气焊接热气焊接在医疗器械行业中并不常见。在传统的热气焊接中,通过将热气或空气直接喷射到接合区域来加热以熔化表面(参见图10.15)。对于某些接头设计,会使用填充杆,它通常与基材具有相同的成分。填充杆和基材表面都会被熔化然后进行焊接。在大多数情况下,压缩空气是常用的选择。在某些情况下,对于对氧化敏感的材料,会使用不氧化的气体,如氮气。与传统的热气焊接过程不同,在医疗器械应用中,热气可以作为非接触式加热源用于预热、熔合和焊接。在焊接情况下,不需要额外的填充杆。需要记住的是,热气加热不太均匀或精确。如果需要非接触加热,我建议考虑红外加热而不是热气加热。
5.6挤出焊接
挤出焊接类似于热熔胶、热板或热气焊接的组合(参见图10.16)。它在医疗器械行业中并不常见。熔化的聚合物通过热气或加热的鞋片注入到焊接区域,预热要连接的基材。注入的聚合物应该与基材相同。加热的鞋片通常涂有聚四氟乙烯(PTFE),并且可以采用不同的形状以适应不同的零件几何形状。挤出焊接的应用类似于热气焊接。当使用手动焊接时需要熟练的操作人员。
图10.16挤出焊接。
[免责声明]本文来源于网络,不代表本站立场,如转载内容涉及版权等问题,请联系我们会予以删除相关文章,保证您的权利。转载请注明出处






